下地材 R加工

目次
■ 概要(下地材のR加工とは?/加工事例)
■ 正円R【最小R寸法表】
1. ランナー
2. ライトゲージ(補強材)
3. チャンネル
4. 角パイプ
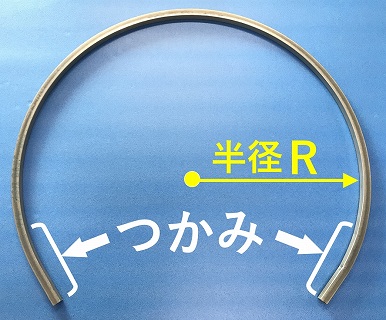
*「つかみ」とは?
■ 注文時のチェック項目(製作に必要な情報)
■ 特殊なR加工事例
概要
下地材のR加工とは、R壁(曲面壁)やドーム天井などを作る際に用いる下地材(ランナーや角パイプ等)のアール加工品の事です。
当社では、下地材のR加工品を受注生産で日々製作しております。
加工事例
| R壁(曲面壁) | アーチ壁 | ドーナツ型天井 (楕円R) |
|---|---|---|
 |
 |
 |
 |
 |
 |
正円R【最小R寸法表】PDFはこちら
下表は、ご注文の多い一般的な正円R加工の【最小R寸法表】です。
表以外の曲げ方や他の部材のR加工も多数実績があります。特殊なR加工事例はこちら
| サイズ | 曲げ方 | 最小R 寸法 |
L寸法 (円弧) |
加工方法 |
|---|---|---|---|---|
| 20~100ランナー (※1-1) |
通常曲げ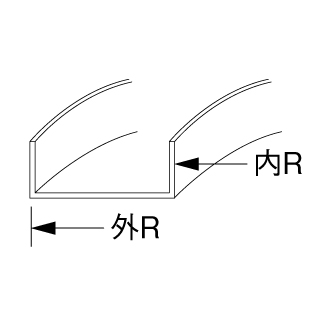 |
内R100~ | ~L4000まで | 切込加工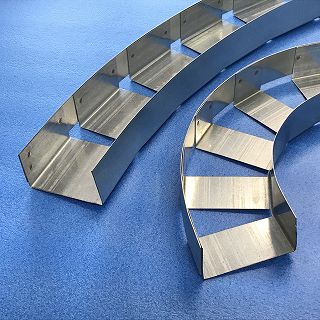 |
タイコ曲げ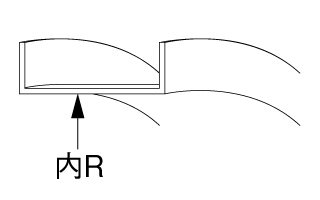 内Rで ご注文ください |
内R200~ | ~L4000まで (※1-2) |
切込加工 |
|
逆タイコ曲げ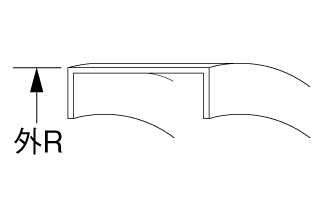 外Rで ご注文ください |
外R300~ | ~L4000まで (※1-2) |
切込加工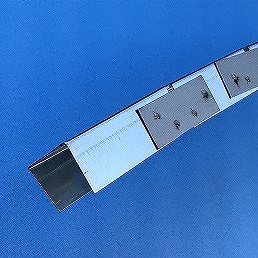 |
(※1-1)ランナーはJIS材(0.8t)一般材(0.6t)どちらでも加工が可能です。
(※1-2)1/2円を超える加工は不可です。
2.ライトゲージ(補強材)
| サイズ (※2-1) |
曲げ方 | 最小R 寸法 |
L寸法 (円弧) |
加工方法 |
|---|---|---|---|---|
| C-45×30×10 | 通常曲げ 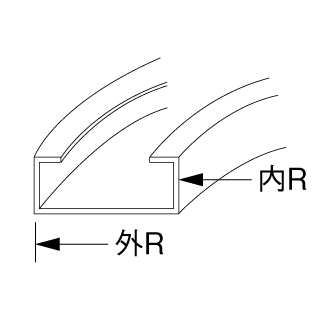 |
内R500~ | ~L4000まで (※2-2) |
切込加工 |
| C-50×30×10 | ||||
| C-60×30×10 | ||||
| C-65×30×10 |
||||
| C-75×30x10 | ||||
| C-75×45×15 | ||||
| C-90×30×10 | ||||
| C-100×30×10 | ||||
| C-100×50×20 |
◎上記記載以外のサイズ・曲げ方(タイコや逆タイコ)・加工方法(機械曲げ)も条件次第では加工が可能です。
(※2-1)ライトゲージの板厚:切込加工では 1.6t~2.3tまで加工が可能。1.2tと3.2tの加工は不可です。(機械曲げでは 1.6t~3.2tまで加工が可能。1.2tの加工は不可です。)
(※2-2)切込加工で1/2円を超える加工は不可です。(機械曲げについてはお問い合わせください)
3.チャンネル
| サイズ | 曲げ方 | 最小R 寸法 |
L寸法 (円弧) |
加工方法 |
|---|---|---|---|---|
| CC-19 〔チャンネル 38×12×1.2〕 (※3-1) |
通常曲げ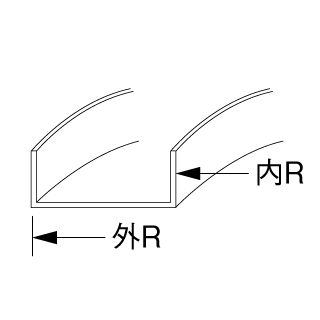 |
内R350~ (※3-2) |
~L2000まで (※3-5) |
切込加工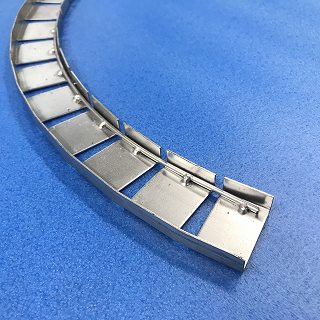 |
| 内R1000~ | ~L5000まで (※3-6) |
機械曲げ |
||
| WB-19 〔振れ止め 19×10×1.2〕 |
内R500~ (※3-3) |
|||
| WB-25 〔振れ止め 25×10×1.2〕 |
内R500~ (※3-4) |
(※3-1)CC-25(1.6t)は条件次第では加工が可能です。一般材(1.0t)の加工は不可です。
(※3-2)内R 150 ~ 349 の加工も可能ですが、コストアップになります。
(※3-3)内R 200 ~ 499 の加工も可能ですが、歪みが出る可能性がありますのでご了承ください。
(※3-4)内R 250 ~ 499 の加工も可能ですが、歪みが出る可能性がありますのでご了承ください。
(※3-5)切込加工で1/2円を超える加工は不可です。
(※3-6)機械曲げで1円を超える加工は不可です。
4.角パイプ
| サイズ |
曲げ方 | 最小R 寸法 |
L寸法 (円弧) |
加工方法 |
|---|---|---|---|---|
| ロ - 1.2×19×19 | 角パイプ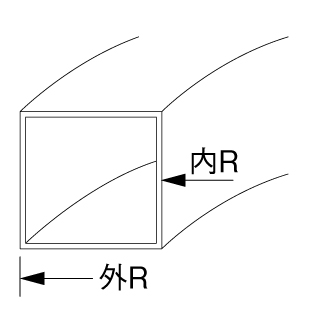 |
内R500~ | ~L5500まで (※4-1) |
機械曲げ |
| ロ - 1.6×19×19 | 内R600~ | |||
| ロ - 1.6×25×25 | 内R600~ | |||
| ロ - 1.6×40×20 | フランジ曲げ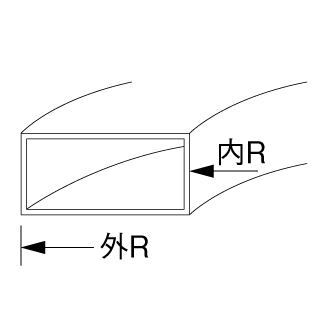 |
内R1500~ | 機械曲げ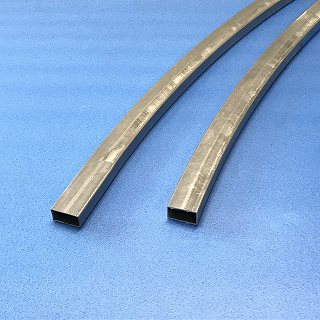 |
|
ロール(ベルト)曲げ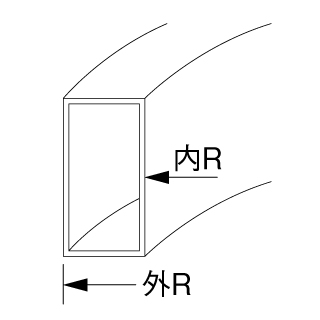 |
内R1100~ | 機械曲げ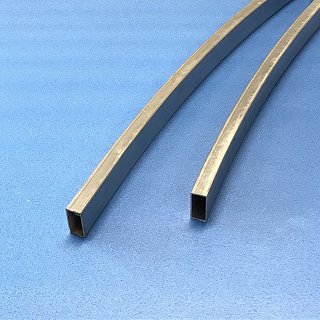 |
◎上記記載以外のサイズも条件次第では加工が可能です。
(※4-1)両端250mm「つかみ」が必要な為、定尺L5500は有効寸法L5000となります。
角パイプ等の機械曲げは、材料の両端を機械につかませてR加工をします。この機械につかませている部分を「つかみ」と呼んでいます。
つかみ(両端250mm)は指定のR寸法で加工されていません。また、写真のように機械につかませている部分は凹みます。
 |
 |
 |
注文時のチェック項目(製作に必要な情報)
(2)曲げ方
(3)R寸法
(4)L寸法(円弧) ※路線出荷は2メートルまで
(5)数量
(6)希望納期
* 注文書記入例(PDF)はこちら
【R加工が不可能な部材】
・スタッド
・角スタッド
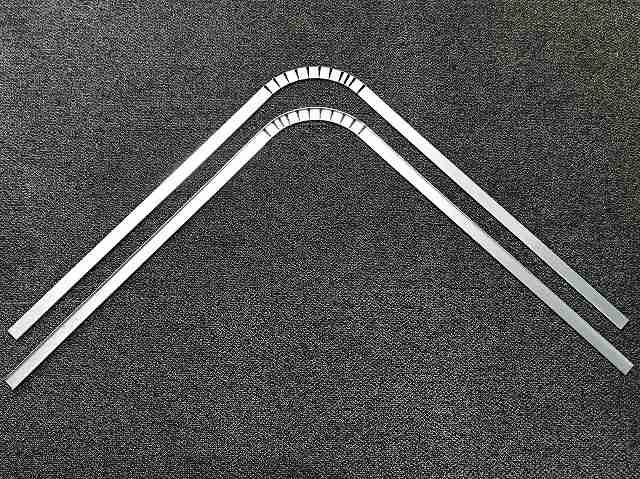
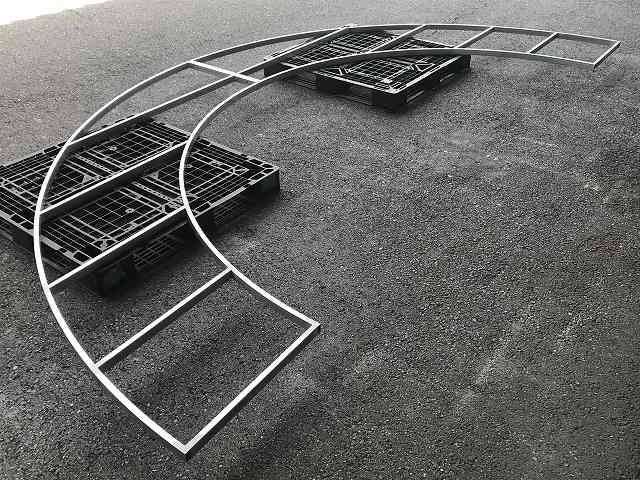
特殊なR加工事例
チャンネル 切込加工 1/4円+両直伸ばし
 |
 |
角パイプ 楕円R
 |
 |
角パイプ 1/2円+両直伸ばし
 |
 |
角パイプ ロール曲げ+ 溶接
 |
 |
 |
 |
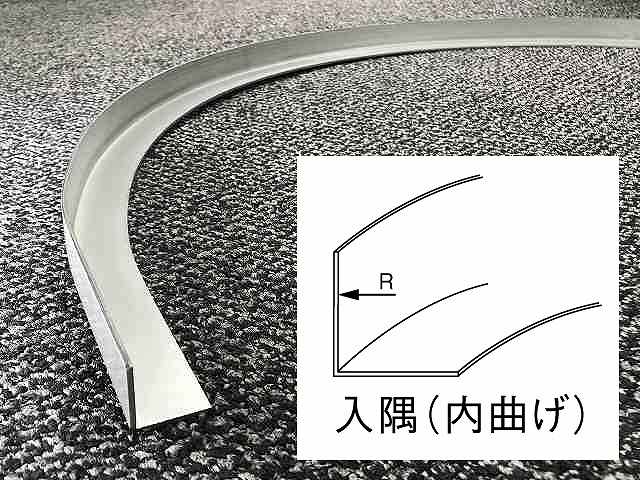
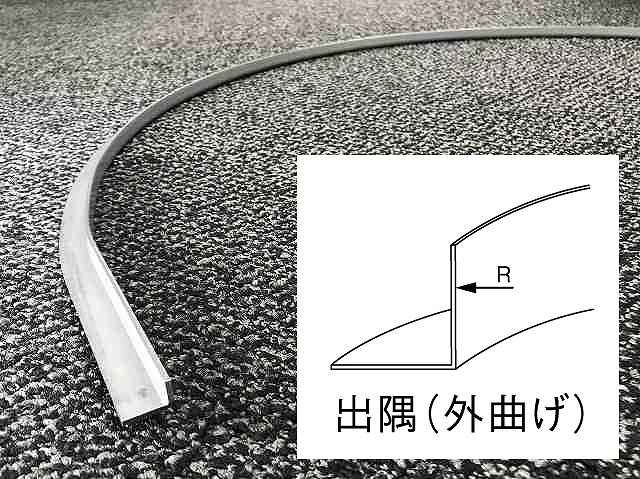
アングル 内曲げ・外曲げ
 |
 |